
鋼結構廠房施工方法(經緯儀與水準儀的使用)
鋼結構廠房的施工方法涉及精確測量和定位,以確保結構的穩固性和質量。經緯儀和水準儀是兩種常用的測量工具,它們在施工過程中發揮著關鍵作用。,,經緯儀是一種用于角度測量的工具,它能夠提供建筑物各個方向的角度數據。通過經緯儀,工程師可以確定鋼結構廠房的位置和角度,確保其與周圍環境協調一致。經緯儀還可以用于檢查建筑物的水平度,確保其符合設計要求。,,水準儀則用于測量兩點之間的水平距離。在鋼結構廠房施工中,水準儀可以幫助工程師測量地基、柱子和梁的水平位置,確保結構的穩定性。通過使用水準儀,可以有效地控制建筑物的高度和垂直度,避免出現傾斜或不平整的問題。,,經緯儀和水準儀在鋼結構廠房施工中起到了至關重要的作用。它們提供了精確的測量數據,幫助工程師確保建筑物的穩固性和質量,為后續施工打下堅實的基礎。
鋼結構廠房施工方法
一、施工放線
- 標高與軸線核準
- 按照設計要求,根據圖紙配合土建單位將標高、軸線核實核準。這是施工的前期基礎工作,確保后續施工的準確性。
- 經緯儀與水準儀的使用
- 施工前用經緯儀復核軸線,用水準儀確定標高,并用墨線在不易損壞的固定物上作好記號,注明標高,同時做好記錄。這一步驟能精確確定施工的基準位置和高度。
- 確定鋼柱連接面邊線及十字軸線
- 在確定軸線和標高之后,先放好大樣,再放小樣,也就是確定每個鋼柱在基礎混凝土上的連接面邊線及縱橫十字軸線,即門式剛架的柱腳位置。在定位剛架時,要盡量避免剛架柱腳與螺栓的碰撞,防止剛架柱底面變形,減少與基礎混凝土的接觸面以及螺栓的彎曲變形,避免螺栓糾直后強度損耗。
二、基礎混凝土內預埋螺栓
- 螺栓核對與固定
- 在基礎混凝土澆搗之前,仔細核對螺栓的大小、長度、標高及位置,并固定好預埋螺栓。這能保證后續鋼結構安裝的準確性。
- 螺栓絲口保護
- 用黃油及塑料薄膜包住預埋螺栓的絲口部分,避免混凝土澆搗時對螺栓絲口的污染。
- 專人值班
- 在澆搗混凝土時,派有經驗的專人值班,確保混凝土澆搗不會影響預埋螺栓的定位。
- 清理殘留混凝土
- 基礎混凝土澆搗之后,及時清理預埋螺栓桿及絲口上的殘留混凝土。
三、鋼結構加工制作
- 下料圖單(材料檢驗)
- 此工序為材料檢驗部分,內容包括對工程所選用的型號、規格的確認以及材料的質量檢查。質量檢測標準應符合設計要求及國家現行標準的規定,不過文檔未明確給出檢驗方法。
- 放樣、號料
- 放樣劃線時,應清楚標明裝配標記、螺孔標注、加強板的位置方向、傾斜標記及中心線、基準線和檢驗線,必要時制作樣板。同時要注意預留制作、安裝時的焊接收縮余量,切割、刨邊和銑加工余量,安裝預留尺寸要求。劃線前,材料的彎曲和變形應予以矯正。文檔還給出了放樣和樣板、號料的允許偏差表格。
- 下料
- 鋼板下料采用數控多頭切割機下料,下料前要清除切割表面的鐵銹、污物,保持切割件干凈和平整,切割后清除溶渣和飛濺物,操作人員要熟練掌握機械設備使用方法和操作規程并調整設備最佳參數。質量檢驗標準給出了切割的允許偏差值,檢驗方法可采用目測或用放大鏡、鋼尺檢查。
- 組立、成型
- 鋼材在組立前應矯正其變形,達到符合控制偏差范圍內,接觸毛面應無毛刺、污物和雜物,以保證構件組裝緊密結合,符合質量標準。組立時要有適量的工具和設備,如直角鋼尺,預組立的構件必須進行檢查是否符合圖紙尺寸和構件的精度要求成型。組立成型時,構件應在自由狀態下進行,結構應符合《鋼結構工程施工及驗收規范》及有關標準規定,經檢查合格后進行編號,組立有允許偏差要求并且給出了質量檢驗方法。
- 焊接
- 焊接鋼柱、鋼梁采用門式自動埋弧焊進行焊接,柱梁連接板加肋板采用手工焊接。使用門式自動焊時,焊接后邊緣30 - 50mm范圍內的鐵銹、毛刺污垢等必須清除干凈,引弧板應與母材材質相同,焊接坡口形式相同,長度應符合標準規定;使用手工電弧時,要使用狀態良好、功能齊全的電焊機,選用的焊條需用烘干箱進行烘干。
- 制孔
- 質量檢驗標準為螺栓孔及孔距允許偏差符合《鋼結構施工及驗收規范》的有關規定,但文檔未給出具體的操作要求等內容。
- 矯正型鋼
- 操作人員要熟悉工藝內容并掌握設備操作規程,矯正完成后應進行自檢,允許偏差符合《鋼結構施工及驗收規范》有關規定。
- 端頭切割
- 焊接型鋼柱梁矯正完成后,其端部應進行平頭切割,所用設備為端頭銑床,端部銑平有允許誤差要求,但文檔未詳細說明操作過程等。
- 除銹
- 除銹采用專用除銹設備進行拋射除銹,這樣可以提高鋼材的疲勞強度和抗腐能力,對鋼材表面硬度也有提高,有利于漆膜的附著且不需增加外加的涂層厚度。
- 油漆
- 鋼材除銹經檢查合格后,在表面涂完第一道底漆,一般在除銹完成后,存放在廠房內,可在24小時內涂完底漆。
- 包裝與運輸
- 構件編號在包裝前,將各種符號轉換成設計圖面所規定構件編號,并用筆(油漆)或粘貼紙標注于構件的規定部位,以便包裝,但未提及包裝的具體形式和運輸的特殊要求等。
- 驗收
- 根據《鋼結構工程及驗收規范》(GB50205—2001)中的有關規定,仔細檢查驗鋼構件的外形和幾何尺寸。如有超偏差,應在吊裝前設法消除,還要根據吊裝順序檢查構件的種類和數量是否符合構件進場安。
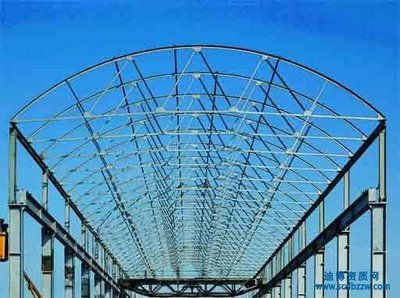
四、鋼結構吊裝
- 吊裝原則
- 鋼結構吊裝采用“先中間、后外側,先柱后梁,先下后上”的原則。在廠房的中間部位最先形成一穩定的框架體系,然后向兩端進行推進、對稱安裝其余的鋼柱、鋼梁構件。
- 具體吊裝流程
- 地腳螺栓復測→鋼構件卸車→構件進場檢驗→汽車吊直接吊裝就位→地腳螺栓臨時緊固→纜風繩臨時拉結穩固→鋼柱軸線位置、垂直度調整→鋼柱螺栓和柱腳壓板緊固、焊接→下一鋼柱安裝→鋼柱間系桿安裝→形成首個穩定的格構體系→鋼屋架地面拼裝成整體并雙機抬吊就位,組成首個鋼屋架→兩側對稱安裝柱、屋架體系→……→以此類推→安裝完成,結構驗收。
- 鋼柱安裝注意事項
- 鋼柱重量大、長度大,無法一次制作運輸時,采用分段制作,現場拼裝為整體再進行吊裝的方法,如擬將鋼柱分為兩節制作,鋼柱分下部格構部分和上部H型鋼柱兩段運輸到現場。吊裝采用單機回轉起吊,起吊前,在鋼柱柱腳板位置墊好木方,以免鋼柱在起吊過程中將柱腳板損壞,鋼柱起吊時,吊車應邊起鉤,邊轉臂,使鋼柱垂直離地,將柱子放入杯口。
五、其他構件安裝
- 柱間支撐安裝
- 在廠房的中間部位最先形成一穩定的框架體系后,進行柱間支撐的安裝,后續按順序安裝其他鋼柱、鋼梁等構件過程中,柱間支撐也穿插著進行安裝。
- 吊車梁安裝
- 在鋼結構廠房施工流程中,按照順序進行吊車梁的安裝,是整個廠房結構搭建的重要環節,不過文檔未給出其安裝的具體特殊要求等內容。
- 鋼梁安裝
- 同樣是鋼結構廠房施工流程中的重要環節,在相關鋼柱等安裝到一定程度后按順序進行鋼梁的安裝,但文檔未給出具體安裝的詳細要求等內容。
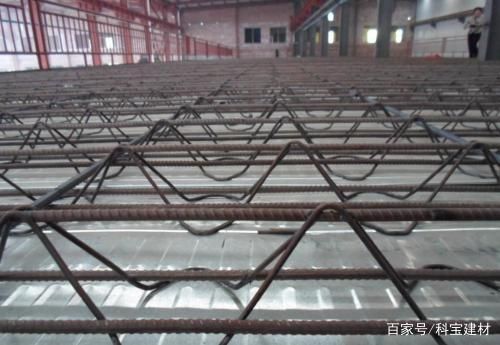
- 屋架、屋面板及屋檐板安裝
- 在鋼梁等安裝完成后,進行屋架、屋面板及屋檐板的安裝,是構建廠房頂部結構的關鍵步驟,但文檔未詳細說明安裝的具體操作細節等內容。
- 墻面板安裝
- 在廠房框架結構基本完成后,進行墻面板的安裝,構建廠房的墻面部分,但文檔未給出墻面板安裝的特殊要求等內容。
六、鋼結構涂裝
- 在鋼結構廠房的各個構件安裝完成后,進行鋼結構涂裝工作,這有助于保護鋼結構,提高其耐久性,但文檔未給出涂裝的具體工藝要求如涂料種類、涂裝層數等內容。
鋼結構廠房施工安全措施
鋼結構廠房施工質量控制
鋼結構廠房施工成本控制
鋼結構廠房施工進度管理


發表評論
還沒有評論,來說兩句吧...